铝合金汽车缸盖低压铸造内浇道设计
作者:温州互利模具有限公司 来源:http: 更新时间:2023-1-9 11:15:57 点击次数:
铝合金汽车缸盖低压铸造内浇道设计
低压铸造是介于重力铸造和压力铸造之间的一种铸造方法。它是利用气体压力或电磁力将金属液压入铸型,并使铸件在一定压力下结晶凝固的一种特种铸造方法。低压铸造可大大提高铸件的补缩效果,铸件的组织均匀致密,力学性能比一般重力铸造铸件高。因而有杉低压铸造方法可以获得比一般重力铸造质量更高的铸件和一般重力铸造所难以成形的薄壁复杂铸件。
低压铸造凝固过程中,应当使铸件自远离内浇道的部位到内浇道实现顺序凝固,使铸件能通过浇道得到补缩。因此低压铸造内浇道在起导入金属液的水力学作用同时,还起着重要的补缩铸件的热力学作用。低压铸造中要求浇注系统能使合金液充型平稳,能去除合金液中的夹杂物,有利于铸型排气,不产生二次氧化夹杂,而且还要求浇注系统特别是内浇道满足铸件的调节凝固顺序和补缩的要求。因此低压铸造浇注系统的合理设计对于获得高质量的汽车缸盖起着至关重要的作用。
1汽车缸盖零件情况概述
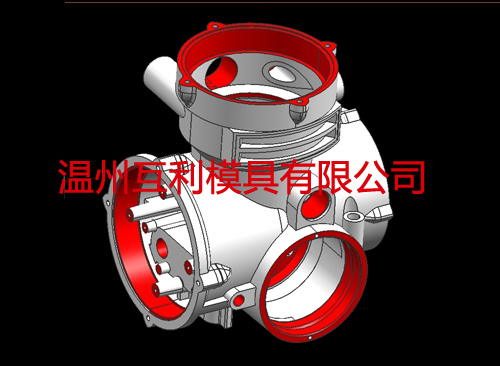
本文研究的零件为轿车四缸发动机铝合金缸盖,该零件尺寸较大,形状复杂,壁厚不均,要求较高,零件内部不允许有气孔、缩孔、缩松等缺陷。在油池砂芯、水套砂芯和进排气道砂芯之间呈对称分布着主要的六个厚大热节点,热节圆直径为24mm,如图1。采用低压铸造时要获得内部质量较好的铸件有较大难度,容易在热节处出现缩孔缩松缺陷,使铸件油池腔或水冷腔在试压时出现渗漏。
2缸盖低压铸造内浇道设计计算
2.1内浇道满足的水力学条件
合金液在浇注温度下可视为牛顿液体,根据阿暂公式,内浇道总截面积:
F内=G/PVT充 (1)
式中:F内为内浇道总截面积(cm2),G为铸件重量(g),P为合金液密度(g/ cm3),V为内浇道出口线速度(cm/s), T为充型时间(s)。
为保证内浇道充填不出现紊流,必须限定内浇道处线速度,有关资料和实践采用V=150 cm/s,代入式(1)得
F内=G/150PT充 (2)
充型时间T仅取决于合金液上升速度V升。合金液上升速度太快,会产生紊流,容易形成卷气及氧化夹杂;合金液上升速度太慢,则容易造成冷隔、浇不足等缺陷。对于不同形状的零件,具有不同的临界最大上升速度V升max和临界最小上升速度V升min。当实际上升速度处于二者之间即V升min≤V升≤V升max时,就能保证铸件成形良好,合金液充型平稳,减小铸件冷隔、浇不足、卷气、夹杂的倾向。
合金液的流态取决于雷诺数Re,在合金液充型流动过程中,要达到平稳的层流态,不卷入气体以及产生氧化夹杂,必须使合金液雷诺数Re不超过其临界雷诺数——最大允许雷诺数Remax。
根据雷诺数的定义可得到合金液最大允许上升速度为:
V升max= Remaxη/400Rρ(3)
式中V升max为合金液最大允许上升速度(cm/s);Remax为最大允许雷诺数;η为合金液动力粘度(mPa·s);ρ为合金液密度(g/ cm3);R为流场水力半径(cm),R=A/L,A为过水断面积(cm2),L为湿周长度(cm)。
从式(3)中可知当合金及浇注温度确定后,合金液最大允许上升速度V升max取决于型腔结构特性(水力半径)。
当合金液上升速度V升≤V升max时,可使型腔内液流处于非紊流态,而且V越小,液流越平稳。但针对不同的零件结构(壁厚、高度等)和浇注温度,合金液上升速度要大于一定的速度值,即V升≥V升max时才能使零件良好充型。根据H.M.卡尔金公式:
V升max=0.22 √h/δin t浇/380 (4)
式中V升max为合金液最小允许上升速度(cm/s),h为铸件充型方向高度(cm),δ为铸件壁厚(cm),t浇为合金浇注温度(℃)
因此,充型时间T(液体在型腔内上升时间)由V升和零件高度h确定,即
T=h/V升 (5)
式中:T为充型时间(s);h为铸件充型方向高度(cm);V升为合金液上升速度(cm/s),V升取值满足V升min≤V升≤V升max。
2.2内浇道满足的传热学条件
低压铸造内浇道更重要的是担当铸件补缩通道,调节铸件凝固顺序。自上而下的凝固顺序,补缩通道的畅通是保证缸盖铸件压力下结晶的关键。所以低压铸造内浇道对保证铸件质量起着重要的热力学作用。热力学条件也就成了确定低压铸造内浇道截面积的决定因素。在设计低压铸造内浇道时,要根据零件的结构、热节点的分布确定内浇道的大小、形式(集中式或分散式)和数量,对每一个内浇道进行单独计算。但同时内浇道总截面积还须满足水力学条件。
由于内浇道补缩作用,在进行内浇道热力学条件计算时,可以用计算冒口截面积的方法如热节圆法、模数法等来确定内浇道截面积。但由于汽车缸盖低压铸造中进排气道、水套等采用砂芯成形,热节点部分散热面与砂芯接触,而砂芯的导热率、热容量等热物性参数与金属型相差较大,因此采用热节圆法设计的内浇道结果不准确,补缩效果并不好。在计算内浇道截面积时,需要将铸件结构、模具材料等影响因素进行综合考虑,从而更好地调节铸件凝固顺序,提高内浇道的补缩效果。
根据Chovrinov提出的平方根定律:
T=(M/K)2(6)
式中:T为凝固时间(s),M为模数(m),K为凝固系数。
K=k(t熔-t模) /[L+(t浇-t熔)C]p(7)
式中k为合金比热系数,铝合金取1:1;t熔为合金熔化温度(K);t模为模具平均温度(K);t浇为浇注温度(K);L为合金熔化潜热(J/kg);C为合金液热容量[J/(kg·K)];ρ为合金凝固后的密度(kg/m3);b 为铸型蓄热系数[J/m2·K·s1/2]。
B=√λ型·C型·ρ型 (8)
式中λ型为铸型导热率[W/(M·k)],C型为铸型热容量[J/(kg·K)],ρ型为铸型材料密度(kg/m3)。
低压铸造内浇道在补缩过程中,合金液始终处于充满状态,假设内浇道最终完全凝固,若合金液凝固收缩率为β,则根据式(6),此时铸件和内浇道的凝固时间分别为TC=1/K2C[(VC+βVc)/AC]2,TN=1/K2N[(VN+βVN)/AN]2。根据补缩条件,内浇道凝固时间应大于铸件的凝固时间,即TN=δ2TC[,δ为安全系数,取1.0~1.2,则得到:
MN=δKN/KC·MC(9)
式中:MN为内浇道模数(m);MC为铸件模数(m);KC为铸件凝固系数,KN为内浇道凝固系数;δ为安全系数,取1.0~1.2。
若汽车缸盖内浇道设计为圆柱形,直径为D,其散热表面只有圆柱面,则可得到单个内浇道直径为:
D=4δKN/KC·MC(10)
汽车缸盖内腔采用砂芯成形,铸件的凝固系数与内浇道的凝固系数会有较大差别。由凝固系数K表达式知道铸型蓄热系数b是造成零件与内浇道凝固系数K存在差别的原因。当设计n个大小相同的内浇道时,内浇道总截面积为:
F内=4nπδ2b2N/b2C·M2C(11)
式中:n为内浇道个数;δ为安全系数,取1.0~1.2;bc为铸件模型的蓄热系数[J/(m2·K·s1/2)];bN为内浇道模型的蓄热系数[J/(m2·K·s1/2)];MC为铸件模数(m)。
为了提高内浇道对热节点的补缩效率和工艺出品率,还可以采用保温套对内浇道进行保温。基于上述运算,以内浇道进行保温时,则内浇道模数将发生变化,假设材料保温系数为a,取值为0.7,将其代入式(10)中,最终推导得到单个保温内浇道直径和内浇道总截面积分别为:
D‘=4aδKN/KC·MC(12)
F’内=4aπδ2b2N/b2C·M2C(13)
而按照铸型蓄热系数的定义b=√λ型·C型·ρ型,在温度、时间一定时,其受铸型散热面积大小的影响。因此我们在考虑金属和砂芯复合铸型的蓄热系数时,可以按金属型及砂芯的散热面积比例计算一个综合的蓄热系数值,用这个综合的蓄热系数来计算铸件和内浇道的凝固系数。
对于单一的金属型,则其蓄热系数为:
b金=√λ金·C金·ρ金(14)
对于单一的砂型,则其蓄热系数为:
b砂=√λ砂·C砂·ρ砂(15)
则对于散热面积分别为S金和S砂的金属型和砂芯的复合铸型,蓄热系数为:
bC=S砂/S砂+S金√λ砂·C砂·ρ砂+S金/ S金+ S砂√λ金·C金·ρ金(16)
计算出内浇道总截面积后,利用水力学条件进行校核,F内必须满足式(2)。
根据零件热节分布情况,缸盖燃烧室一面的热节附近设置4个圆形内浇道,如果按照水力学条件及热节圆法计算出单个内浇道直径为36mm;如果按本文上述的低压铸造内浇道计算法,得到单个内浇道直径为50mm,或者内浇道加保温套,计算得直径为35mm。
3 汽车缸盖凝固模拟
对用热节圆计算的内浇道(简称方案一)和用本文提出的方法计算的内浇道(简称方案二),用AnyCasting软件进行凝固模拟,预测铸件内部缩孔缩松缺陷情况。
方案一的模拟结果见图2。由图2中可以看出,在内浇道上方高亮度区域即铸件厚大部位,同时也是最后凝固部位缩孔缩松倾向非常大。主要是因为铸件内部没有形成顺序凝固,补缩通道不畅通,厚大部位成为最后凝固的封闭区,得不到内浇道内铝液补缩。
方案二的模拟结果见图3。从图中可以看出,内浇道上方热节点的缩孔缩松倾向已经基本消失,热节点得到了良好的补缩。说明本文提出的方法计算的内浇道使温度场建立了较好的温度梯度,铸件热节点的弧立熔体封闭区消失,残余熔体最终逐步推移到内浇道处,实现了较好的顺序凝固模式,补缩通道畅通。可见内浇道对调节凝固顺序和对热节的补缩都起到了较好的作用。
4结论
(1)低压铸造的内浇道对铸件的补缩和调节凝固顺序起着重要的作用。本文用平方根定律推导出的算法比热节圆法更准确。该算法可推广用于带砂芯的相似零件低压铸造的内浇道设计。
(2)采用本文计算法计算得到汽车缸盖单个内浇道直径为50mm,或者35mm(内浇道加保温套)。并通过凝固模拟比较,证实了用本文提出的方法设计的内浇道具有更好地调节铸件凝固顺序和补缩效果。
(3)零件存在较大的热节点时,以热节点的模数建立数学模型设计的内浇道更能满足补缩需要。
低压铸造是介于重力铸造和压力铸造之间的一种铸造方法。它是利用气体压力或电磁力将金属液压入铸型,并使铸件在一定压力下结晶凝固的一种特种铸造方法。低压铸造可大大提高铸件的补缩效果,铸件的组织均匀致密,力学性能比一般重力铸造铸件高。因而有杉低压铸造方法可以获得比一般重力铸造质量更高的铸件和一般重力铸造所难以成形的薄壁复杂铸件。
低压铸造凝固过程中,应当使铸件自远离内浇道的部位到内浇道实现顺序凝固,使铸件能通过浇道得到补缩。因此低压铸造内浇道在起导入金属液的水力学作用同时,还起着重要的补缩铸件的热力学作用。低压铸造中要求浇注系统能使合金液充型平稳,能去除合金液中的夹杂物,有利于铸型排气,不产生二次氧化夹杂,而且还要求浇注系统特别是内浇道满足铸件的调节凝固顺序和补缩的要求。因此低压铸造浇注系统的合理设计对于获得高质量的汽车缸盖起着至关重要的作用。
1汽车缸盖零件情况概述
本文研究的零件为轿车四缸发动机铝合金缸盖,该零件尺寸较大,形状复杂,壁厚不均,要求较高,零件内部不允许有气孔、缩孔、缩松等缺陷。在油池砂芯、水套砂芯和进排气道砂芯之间呈对称分布着主要的六个厚大热节点,热节圆直径为24mm,如图1。采用低压铸造时要获得内部质量较好的铸件有较大难度,容易在热节处出现缩孔缩松缺陷,使铸件油池腔或水冷腔在试压时出现渗漏。
2缸盖低压铸造内浇道设计计算
2.1内浇道满足的水力学条件
合金液在浇注温度下可视为牛顿液体,根据阿暂公式,内浇道总截面积:
F内=G/PVT充 (1)
式中:F内为内浇道总截面积(cm2),G为铸件重量(g),P为合金液密度(g/ cm3),V为内浇道出口线速度(cm/s), T为充型时间(s)。
为保证内浇道充填不出现紊流,必须限定内浇道处线速度,有关资料和实践采用V=150 cm/s,代入式(1)得
F内=G/150PT充 (2)
充型时间T仅取决于合金液上升速度V升。合金液上升速度太快,会产生紊流,容易形成卷气及氧化夹杂;合金液上升速度太慢,则容易造成冷隔、浇不足等缺陷。对于不同形状的零件,具有不同的临界最大上升速度V升max和临界最小上升速度V升min。当实际上升速度处于二者之间即V升min≤V升≤V升max时,就能保证铸件成形良好,合金液充型平稳,减小铸件冷隔、浇不足、卷气、夹杂的倾向。
合金液的流态取决于雷诺数Re,在合金液充型流动过程中,要达到平稳的层流态,不卷入气体以及产生氧化夹杂,必须使合金液雷诺数Re不超过其临界雷诺数——最大允许雷诺数Remax。
根据雷诺数的定义可得到合金液最大允许上升速度为:
V升max= Remaxη/400Rρ(3)
式中V升max为合金液最大允许上升速度(cm/s);Remax为最大允许雷诺数;η为合金液动力粘度(mPa·s);ρ为合金液密度(g/ cm3);R为流场水力半径(cm),R=A/L,A为过水断面积(cm2),L为湿周长度(cm)。
从式(3)中可知当合金及浇注温度确定后,合金液最大允许上升速度V升max取决于型腔结构特性(水力半径)。
当合金液上升速度V升≤V升max时,可使型腔内液流处于非紊流态,而且V越小,液流越平稳。但针对不同的零件结构(壁厚、高度等)和浇注温度,合金液上升速度要大于一定的速度值,即V升≥V升max时才能使零件良好充型。根据H.M.卡尔金公式:
V升max=0.22 √h/δin t浇/380 (4)
式中V升max为合金液最小允许上升速度(cm/s),h为铸件充型方向高度(cm),δ为铸件壁厚(cm),t浇为合金浇注温度(℃)
因此,充型时间T(液体在型腔内上升时间)由V升和零件高度h确定,即
T=h/V升 (5)
式中:T为充型时间(s);h为铸件充型方向高度(cm);V升为合金液上升速度(cm/s),V升取值满足V升min≤V升≤V升max。
2.2内浇道满足的传热学条件
低压铸造内浇道更重要的是担当铸件补缩通道,调节铸件凝固顺序。自上而下的凝固顺序,补缩通道的畅通是保证缸盖铸件压力下结晶的关键。所以低压铸造内浇道对保证铸件质量起着重要的热力学作用。热力学条件也就成了确定低压铸造内浇道截面积的决定因素。在设计低压铸造内浇道时,要根据零件的结构、热节点的分布确定内浇道的大小、形式(集中式或分散式)和数量,对每一个内浇道进行单独计算。但同时内浇道总截面积还须满足水力学条件。
由于内浇道补缩作用,在进行内浇道热力学条件计算时,可以用计算冒口截面积的方法如热节圆法、模数法等来确定内浇道截面积。但由于汽车缸盖低压铸造中进排气道、水套等采用砂芯成形,热节点部分散热面与砂芯接触,而砂芯的导热率、热容量等热物性参数与金属型相差较大,因此采用热节圆法设计的内浇道结果不准确,补缩效果并不好。在计算内浇道截面积时,需要将铸件结构、模具材料等影响因素进行综合考虑,从而更好地调节铸件凝固顺序,提高内浇道的补缩效果。
根据Chovrinov提出的平方根定律:
T=(M/K)2(6)
式中:T为凝固时间(s),M为模数(m),K为凝固系数。
K=k(t熔-t模) /[L+(t浇-t熔)C]p(7)
式中k为合金比热系数,铝合金取1:1;t熔为合金熔化温度(K);t模为模具平均温度(K);t浇为浇注温度(K);L为合金熔化潜热(J/kg);C为合金液热容量[J/(kg·K)];ρ为合金凝固后的密度(kg/m3);b 为铸型蓄热系数[J/m2·K·s1/2]。
B=√λ型·C型·ρ型 (8)
式中λ型为铸型导热率[W/(M·k)],C型为铸型热容量[J/(kg·K)],ρ型为铸型材料密度(kg/m3)。
低压铸造内浇道在补缩过程中,合金液始终处于充满状态,假设内浇道最终完全凝固,若合金液凝固收缩率为β,则根据式(6),此时铸件和内浇道的凝固时间分别为TC=1/K2C[(VC+βVc)/AC]2,TN=1/K2N[(VN+βVN)/AN]2。根据补缩条件,内浇道凝固时间应大于铸件的凝固时间,即TN=δ2TC[,δ为安全系数,取1.0~1.2,则得到:
MN=δKN/KC·MC(9)
式中:MN为内浇道模数(m);MC为铸件模数(m);KC为铸件凝固系数,KN为内浇道凝固系数;δ为安全系数,取1.0~1.2。
若汽车缸盖内浇道设计为圆柱形,直径为D,其散热表面只有圆柱面,则可得到单个内浇道直径为:
D=4δKN/KC·MC(10)
汽车缸盖内腔采用砂芯成形,铸件的凝固系数与内浇道的凝固系数会有较大差别。由凝固系数K表达式知道铸型蓄热系数b是造成零件与内浇道凝固系数K存在差别的原因。当设计n个大小相同的内浇道时,内浇道总截面积为:
F内=4nπδ2b2N/b2C·M2C(11)
式中:n为内浇道个数;δ为安全系数,取1.0~1.2;bc为铸件模型的蓄热系数[J/(m2·K·s1/2)];bN为内浇道模型的蓄热系数[J/(m2·K·s1/2)];MC为铸件模数(m)。
为了提高内浇道对热节点的补缩效率和工艺出品率,还可以采用保温套对内浇道进行保温。基于上述运算,以内浇道进行保温时,则内浇道模数将发生变化,假设材料保温系数为a,取值为0.7,将其代入式(10)中,最终推导得到单个保温内浇道直径和内浇道总截面积分别为:
D‘=4aδKN/KC·MC(12)
F’内=4aπδ2b2N/b2C·M2C(13)
而按照铸型蓄热系数的定义b=√λ型·C型·ρ型,在温度、时间一定时,其受铸型散热面积大小的影响。因此我们在考虑金属和砂芯复合铸型的蓄热系数时,可以按金属型及砂芯的散热面积比例计算一个综合的蓄热系数值,用这个综合的蓄热系数来计算铸件和内浇道的凝固系数。
对于单一的金属型,则其蓄热系数为:
b金=√λ金·C金·ρ金(14)
对于单一的砂型,则其蓄热系数为:
b砂=√λ砂·C砂·ρ砂(15)
则对于散热面积分别为S金和S砂的金属型和砂芯的复合铸型,蓄热系数为:
bC=S砂/S砂+S金√λ砂·C砂·ρ砂+S金/ S金+ S砂√λ金·C金·ρ金(16)
计算出内浇道总截面积后,利用水力学条件进行校核,F内必须满足式(2)。
根据零件热节分布情况,缸盖燃烧室一面的热节附近设置4个圆形内浇道,如果按照水力学条件及热节圆法计算出单个内浇道直径为36mm;如果按本文上述的低压铸造内浇道计算法,得到单个内浇道直径为50mm,或者内浇道加保温套,计算得直径为35mm。
3 汽车缸盖凝固模拟
对用热节圆计算的内浇道(简称方案一)和用本文提出的方法计算的内浇道(简称方案二),用AnyCasting软件进行凝固模拟,预测铸件内部缩孔缩松缺陷情况。
方案一的模拟结果见图2。由图2中可以看出,在内浇道上方高亮度区域即铸件厚大部位,同时也是最后凝固部位缩孔缩松倾向非常大。主要是因为铸件内部没有形成顺序凝固,补缩通道不畅通,厚大部位成为最后凝固的封闭区,得不到内浇道内铝液补缩。
方案二的模拟结果见图3。从图中可以看出,内浇道上方热节点的缩孔缩松倾向已经基本消失,热节点得到了良好的补缩。说明本文提出的方法计算的内浇道使温度场建立了较好的温度梯度,铸件热节点的弧立熔体封闭区消失,残余熔体最终逐步推移到内浇道处,实现了较好的顺序凝固模式,补缩通道畅通。可见内浇道对调节凝固顺序和对热节的补缩都起到了较好的作用。
4结论
(1)低压铸造的内浇道对铸件的补缩和调节凝固顺序起着重要的作用。本文用平方根定律推导出的算法比热节圆法更准确。该算法可推广用于带砂芯的相似零件低压铸造的内浇道设计。
(2)采用本文计算法计算得到汽车缸盖单个内浇道直径为50mm,或者35mm(内浇道加保温套)。并通过凝固模拟比较,证实了用本文提出的方法设计的内浇道具有更好地调节铸件凝固顺序和补缩效果。
(3)零件存在较大的热节点时,以热节点的模数建立数学模型设计的内浇道更能满足补缩需要。
文章由压铸模具,低压铸造,压铸加工,压铸模具加工,专业制造压铸模具,3200威尼斯vip首页温州互利模具有限公司整理发布了解详情亲咨询手机:13758721085
温州互利模具有限公司是一家提供压铸模具、低压铸造服务的企业,有着多年的压铸加工经验。压铸模具涉及到汽车、摩托车、机械行业,压铸模具主要为低压铸造、铝铸造、铜铝、锌基合金冷室压铸。欢迎来电咨询:0577-86890469
温州互利模具有限公司
联系人:周银三 手机:13758721085
电话:0577-86890469
传真:0577-86899653
网址:http:
地址:中国浙江省温州市龙湾区永中街道建中街159-167号
温州互利模具有限公司是一家提供压铸模具、低压铸造服务的企业,有着多年的压铸加工经验。压铸模具涉及到汽车、摩托车、机械行业,压铸模具主要为低压铸造、铝铸造、铜铝、锌基合金冷室压铸。欢迎来电咨询:0577-86890469
温州互利模具有限公司
联系人:周银三 手机:13758721085
电话:0577-86890469
传真:0577-86899653
网址:http:
地址:中国浙江省温州市龙湾区永中街道建中街159-167号
上一篇:大型铸件低压铸造的铸锻工艺
下一篇:工控机和PLC在低压铸造中的应用
相关文章
压铸模具的基本结构-2020-05-18压铸模具用什么材料最好-2020-05-11
压铸模具报价明细-2020-05-04
简析压差铸造的工作原理-2023-12-18
低压铸造压力铸造及铸造工艺的优势-2023-12-11
压铸件-2023-12-04
解决铝压铸模具加工中普遍问题的几种方法-2023-11-27
镁合金压铸模具-2023-11-20
压铸模具设计要点-2023-11-13
压铸模具-压铸模具合金-2023-11-06
解决铝压铸模具加工中普遍问题的几种方法-2023-10-30
震惊:压铸模具行业将迎来史上最大发展期-2023-10-23
熔模铸造模具和压铸模具市场巨大-2023-10-16
铸造、压铸标准-2023-10-09
压铸模具标准-2023-09-25
 联系人:周银三(经理)
联系人:周银三(经理) 手机:13758721085
手机:13758721085  电话:0577-86890469
电话:0577-86890469 传真:0577-86899653
传真:0577-86899653  扫一扫
扫一扫
 浙公网安备33030302231212号
浙公网安备33030302231212号